- +86 17324835373
- [email protected]
- 19/F, Block B, Guohong Mansion, Zhengzhou, Henan, China

In the realm of industrial filtration and reaction processes, the nutsche filter reactor stands out as a versatile and efficient solution. Combining the functions of a filter and a reactor, this specialized apparatus allows for simultaneous filtration and reaction, leading to enhanced productivity and cost savings. In this article, we will delve into the various aspects of the nutsche filter reactor, including its advantages, applications, characteristics, and a notable case study showcasing its effectiveness.
1. Simultaneous Filtration and Reaction: The primary advantage of a nutsche filter reactor is its ability to carry out filtration and reaction processes concurrently. This eliminates the need for separate equipment, reducing the overall footprint and complexity of the production setup. Moreover, the integration of filtration and reaction steps minimizes process intermediates, improves product purity, and enhances overall process efficiency.
2. Enhanced Product Yield and Quality: By eliminating the need for multiple transfers between equipment, the nutsche filter reactor minimizes product losses and contamination risks. The contained nature of the system prevents exposure to air and moisture during the filtration and reaction processes, ensuring higher product yield and improved quality. This makes the nutsche filter reactor particularly suitable for sensitive or hazardous materials.
3. Time and Cost Savings: The integration of filtration and reaction processes within a single apparatus significantly reduces the time required for production cycles. Additionally, the simplified workflow streamlines operations, leading to cost savings in terms of equipment, maintenance, and labor. The reduced need for manual intervention also improves safety conditions and reduces human error risks.
1. Pharmaceutical Industry: The pharmaceutical sector extensively utilizes nutsche filter reactors for various applications, including synthesis, crystallization, and separation of active pharmaceutical ingredients (APIs). The ability to perform filtration and reaction simultaneously enables efficient production of pharmaceutical intermediates and final products, ensuring high purity and yield.
2. Fine Chemicals: Nutsche filter reactors find wide application in the production of fine chemicals, such as specialty polymers, dyes, and pigments. The integrated filtration and reaction capabilities allow for precise control of reaction conditions, facilitating the synthesis of complex molecules with enhanced purity and consistent quality.
3. Petrochemical Industry: The petrochemical industry benefits from the use of nutsche filter reactors in processes such as catalyst recovery, slurry filtration, and purification of intermediates. The reactors' robust design and resistance to corrosive substances make them ideal for handling harsh chemicals and operating under high temperatures and pressures.
1. Sealed System: The nutsche filter reactor features a sealed design that prevents air and moisture ingress, minimizing the risk of oxidation and contamination. This characteristic is particularly crucial when working with sensitive or reactive substances, ensuring product integrity and safety.
2. Versatile Filtration Media: Nutsche filter reactors can accommodate a wide range of filtration media, including filter cakes, filter powders, and filter aids. This flexibility allows for efficient separation of solids from liquids and facilitates various filtration mechanisms such as cake washing and drying.
3. Scalability: The modular design of nutsche filter reactors enables scalability to match production requirements. Whether operating at laboratory scale or in large-scale industrial processes, the reactors can be adapted to accommodate different batch sizes, making them suitable for both research and production environments.

A prominent pharmaceutical company, XYZ Pharmaceuticals, successfully implemented a nutsche filter reactor in their API manufacturing process. By integrating filtration and reaction steps in a single equipment, they achieved notable improvements in production efficiency and product quality.
Previously, the company relied on separate filter units and reactors, leading to increased cycle times, loss of yield, and contamination risks. However, by adopting the nutsche filter reactor, they reduced the number of process steps, eliminating intermediate transfers and minimizing product losses. As a result, they achieved a 20% increase in overall productivity and a significant improvement in API purity.
The sealed nature of the nutsche filter reactor provided an ideal environment for handling moisture-sensitive APIs. It prevented exposure to moisture and air, ensuring the integrity of the product and reducing the need for additional drying steps. Furthermore, the contained design improved safety conditions by minimizing the risk of operator exposure to hazardous materials.

The success of XYZ Pharmaceuticals' implementation of the nutsche filter reactor highlights its efficacy in enhancing pharmaceutical manufacturing processes, emphasizing the importance of this equipment in the industry.
The nutsche filter reactor offers a unique and efficient solution for simultaneous filtration and reaction processes in various industries. Its advantages include simultaneous filtration and reaction, enhanced product yield and quality, and time and cost savings. The applications span across pharmaceuticals, fine chemicals, and the petrochemical industry, benefiting from the reactor's characteristics such as its sealed system, versatile filtration media, and scalability. The case study of XYZ Pharmaceuticals demonstrates the tangible benefits of implementing a nutsche filter reactor in API manufacturing. As industrial processes continue to evolve, the nutsche filter reactor remains a valuable tool for optimizing filtration and reaction processes, leading to increased productivity and improved product quality.
Q: What is a nutsche filter reactor?
A: A nutsche filter reactor is a specialized apparatus that combines the functions of a filter and a reactor, allowing simultaneous filtration and reaction in industrial processes.
Q: What are the advantages of using a nutsche filter reactor?
A: The advantages of a nutsche filter reactor include improved productivity, enhanced product quality, cost savings, reduced contamination risks, and simplified workflow due to the integration of filtration and reaction processes.
Q: In which industries is a nutsche filter reactor commonly used?
A: A nutsche filter reactor finds applications in various industries, including pharmaceuticals, fine chemicals, petrochemicals, and specialty materials, where simultaneous filtration and reaction processes are required.
Q: How does a nutsche filter reactor ensure product integrity and safety?
A: The sealed system of a nutsche filter reactor prevents air and moisture ingress, minimizing the risk of oxidation and contamination. This feature ensures product integrity and safety, especially when working with sensitive or reactive substances.
Q: Can a nutsche filter reactor be customized to match different production requirements?
A: Yes, nutsche filter reactors are designed to be scalable and can be customized to accommodate different batch sizes, making them suitable for both laboratory-scale research and large-scale industrial processes.
MODEL | GF-10L/5L | GF-20L/10L | GF-30L/10L | GF-50L/20L | GF-100L/20L |
Material capacity | 10L | 20L | 30L | 50L | 100L |
Jacket capacity | ≈2L | ≈5L | ≈8L | ≈15L | ≈20L |
Receiving flask | 5L | 10L | 10L | 20L | 20L |
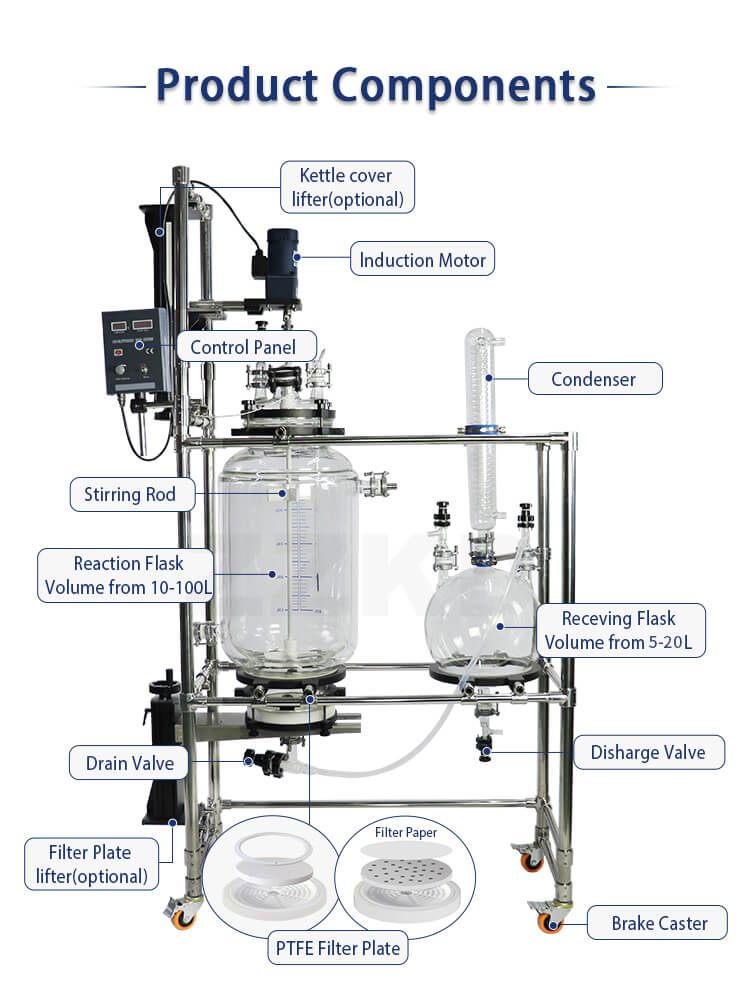
Reactor body and cover | Apply vacuum grease to the connection surface between the upper part of the kettle body and the kettle cover. | ||||
Variable-frequency governor | Digital temperature and rotate speed | ||||
Rotate speed | 0-300r/min | ||||
Seal | Self-lubricating mechanical seal | ||||
Filter base plate | PTFE filter sand core | ||||
Bore diameter of sand core | 1-200μm (Optional) | ||||
Motor power | 120W/1:3 | 200W/1:3 | |||
Power of explosion-proof motor | 180W | 370W | 370W/1:3 | ||
Voltage | 220V/50Hz which can be customized according to customer requirements | ||||
Please leave your contact information, we will arrange the business staff to contact you as soon as we see the message.


Copyright © 2022. ZZKD machinery equipment co., LTD All rights Sitemap







